












Complex Surface Mold Engineering; From 3D Scan (Reverse Engineering)


## Role:
Senior Mold Design Engineer & Surface Modeler
## Project description:
I executed a comprehensive mold engineering project involving high-precision Reverse Engineering from 3D scans (Faro Arm) and surface reconstruction for complex textured parts. The project required resolving intricate "undercuts" on textured surfaces (similar to knurled grips), defining parting lines, and creating multi-cavity mold blocks. I managed the split between core and cavity bodies, integrated cooling circuits, and optimized the design for 5-axis CNC manufacturing, ensuring zero-defect demolding for mass production.
## Skills and deliverables:
Design for Manufacturing
Injection Mold Design
Reverse Engineering
Surface Modeling
Siemens NX
----- CONTENT -----
# Engineering Complex Textures & Mold Tooling
This project serves as a prime example of my capability to handle **"Scan-to-CAD"** workflows and complex mold geometries, directly applicable to overmolded grip tooling and ergonomic component design.
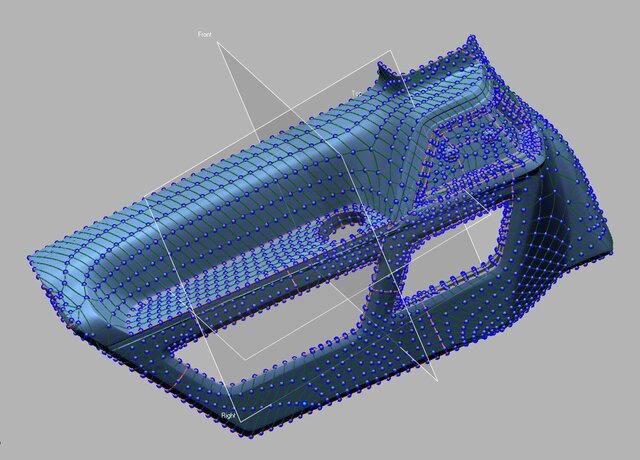
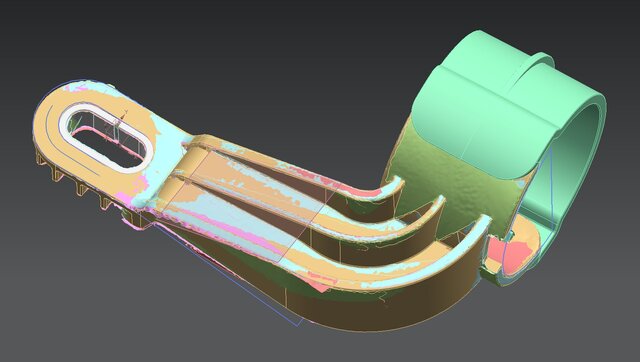
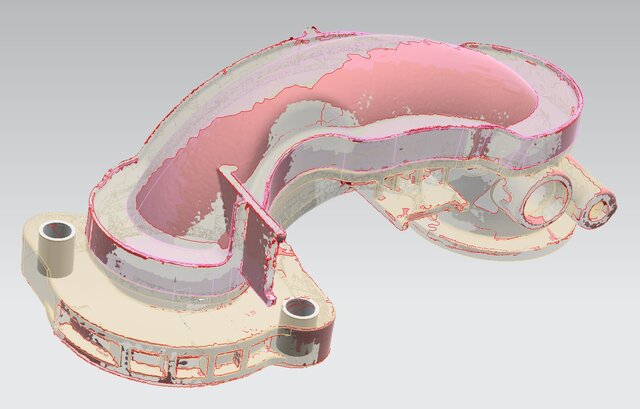
## 1. The Challenge: Raw Scan to Manufacturable CAD
The starting point was a raw point-cloud data obtained via **Faro Quantum E Scan Arm**. The goal was to recreate a complex, organic form with intricate surface textures that had to be mathematically perfect for molding.
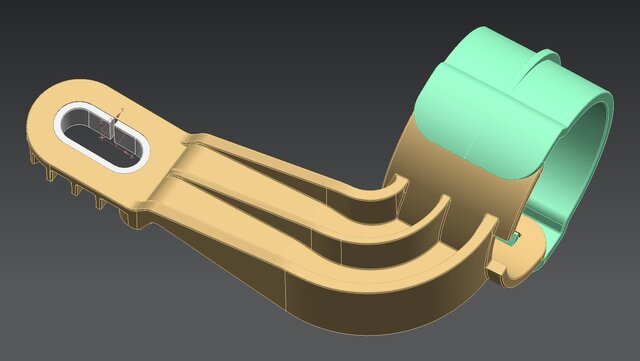
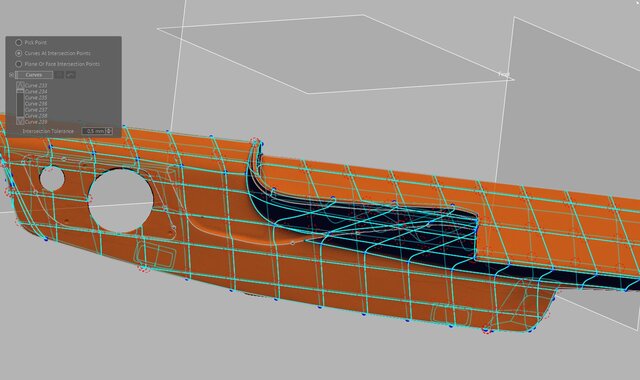
- **Workflow:** I converted the raw mesh into clean, parametric NURBS surfaces.
- **Correction:** I repaired scan imperfections, aligned the geometry to the mold center, and optimized the topology for downstream CNC operations.
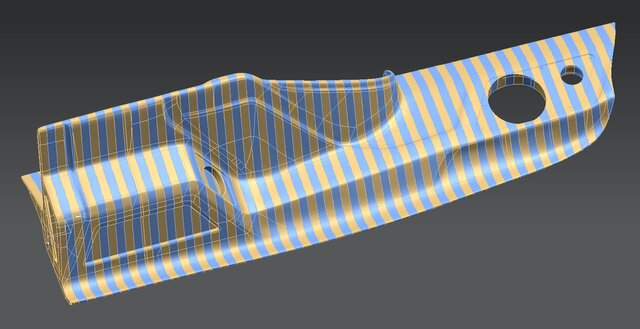
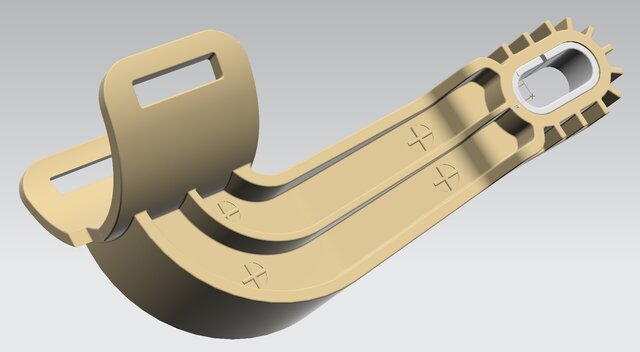
## 2. Undercut Resolution & Texture Optimization
Similar to a handgun grip's knurling, the product featured a deep diamond pattern that posed significant "undercut" risks during demolding.
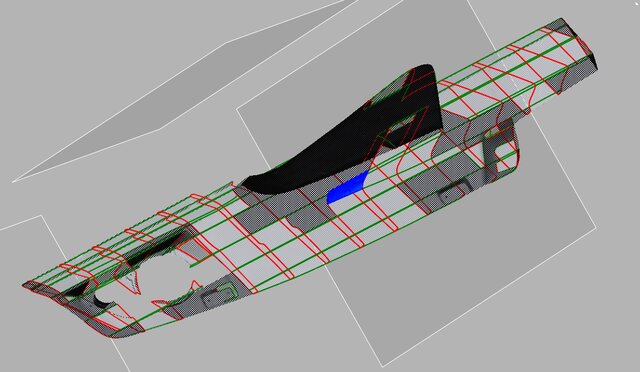
- **Variable Draft Analysis:** I engineered the texture depth to taper progressively. This ensured that despite the aggressive tactile grip of the surface, the part could be ejected without drag marks or deformation.
- **5-Axis Strategy:** The surface was designed specifically to be machined on 5-Axis CNC centers, allowing for geometries that standard 3-axis machining could not achieve.
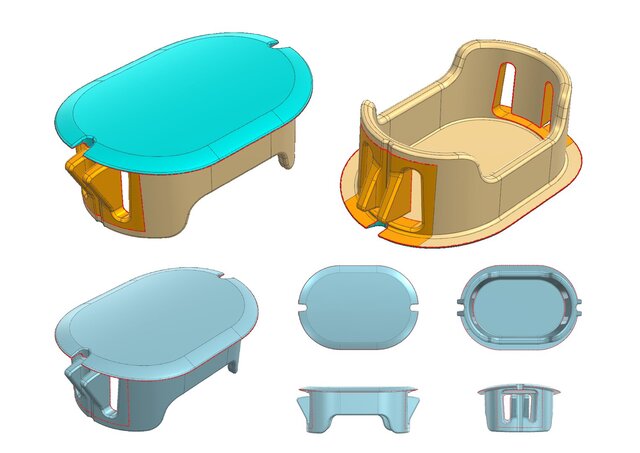
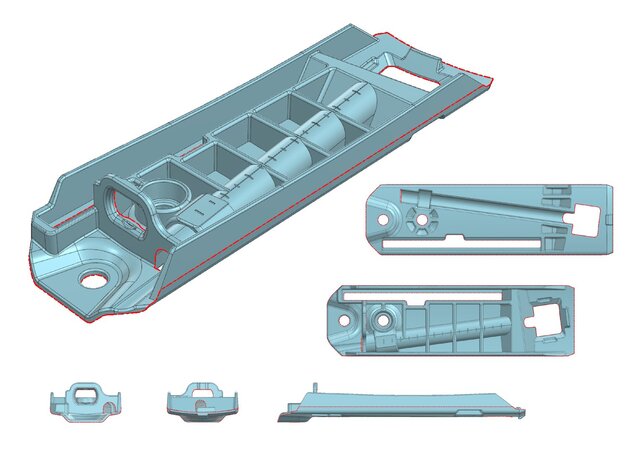
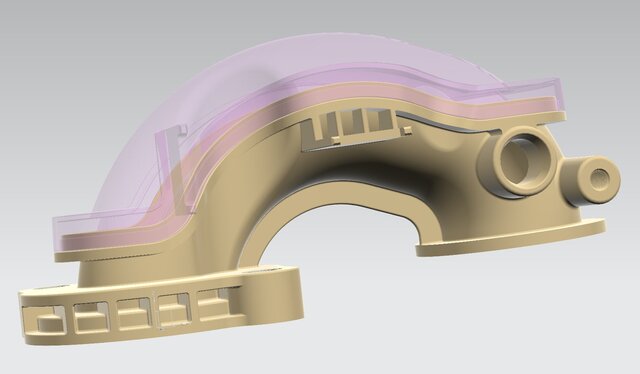
## 3. Mold Architecture (Core & Cavity Design)
I designed the complete mold assembly, which is analogous to **MUD (Master Unit Die)** insert systems in terms of modularity and precision.
- **Cavity Split:** Successfully separated the complex outer geometry (Cavity) from the inner structure (Core).
- **Venting & Cooling:** Integrated custom venting channels on the upper cores to prevent air traps in the viscous material and designed conformal-like cooling strategies to reduce cycle time.
- **Material Selection:** Specified hardened tool steel for durability against abrasive materials, ensuring long tool life (1M+ shots).
## 4. Multi-Component & Overmolding Logic
While this specific project focused on a single high-temp material, the workflow mirrors the **"Substrate vs. Overmould"** methodology:
1. **Body Separation:** Defining the rigid structural boundary (Substrate).
2. **Offset & Interaction:** Creating the precise "shut-off" surfaces where the mold closes around the substrate to prevent flash.
3. **Shrinkage Compensation:** Applying differential shrinkage rates for multi-material assemblies to ensure a tight interference fit.
## 5. Outcome
The final CAD files (STEP/Parasolid) were delivered to a defense-industry-grade machine shop. I supervised the T1 trials, validated the dimensions, and the molds are currently in mass production.
### **Keywords**
Mold Design, Injection Molding, Reverse Engineering, 3D Scanning, Surface Modeling, Overmolding, Handgun Grip Design, Undercut Analysis, Tooling Design, Siemens NX, SolidWorks, DFM, MUD Inserts